





PUL14 CNC U-profiel en platte staaf pons-, knip- en markeermachine




| Werken materiaalbereik | 80x43x5~140x60x8mm(U-kanaal) |
| 40x3-80x8mm(Platte stang) | |
| Materiaaltype | Q235 |
| Nominale ponskracht | 950KN |
| Maximale ponsdiameterr | φ26mm(Rondegat) |
| φ22x60mm(Ovaalgat) | |
| Aantal stotenposities | 3 |
| Nominale kracht markeren | 630KN |
| Aantalmarkeringgroepen | 4 |
| Aantalmarkeringper groep | 10 |
| Karaktermaat | 14x10x19mm |
| Nominale schuifkracht | 750KN(stripstaal) |
| 1000KN(Kanaal-staal) | |
| Afsnijdenmodus | Enkelmessen knippen |
| Maximumgrondstoflengteth | 9m |
| Maximum afgewerktmateriaallengte | 3m |
| Nauwkeurigheid van de bewerking | Voldoen aan de eisen van GB/T 2694-2010 |
| Koelmodus | waterkoeling |
| Totaal vermogen van de apparatuur | 33KW |
| Afmetingen van de machine | 27x9x2.2m |
| Nettogewicht | Ongeveer 14tonnen |
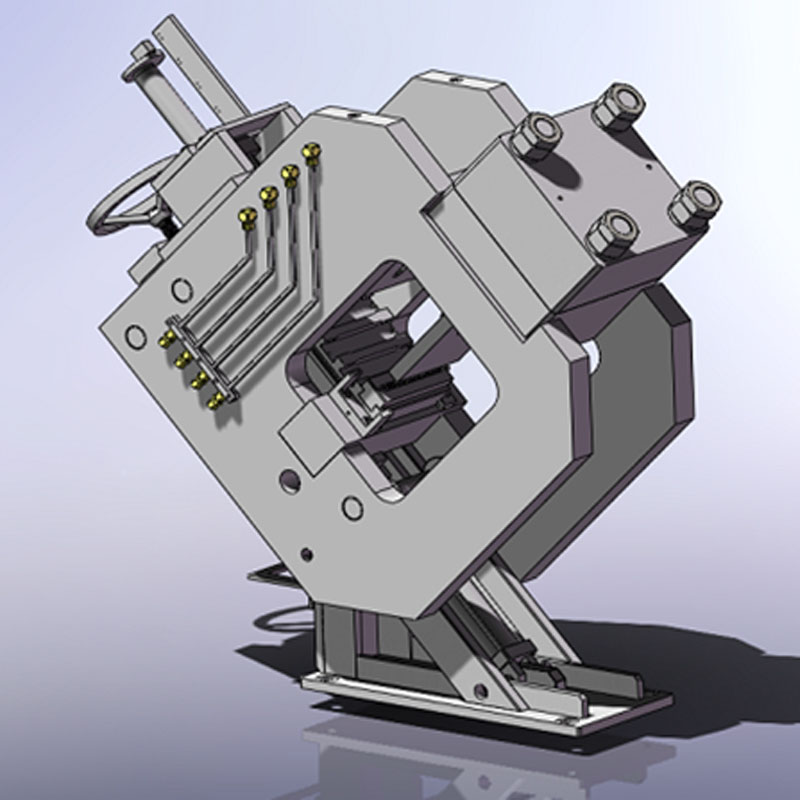
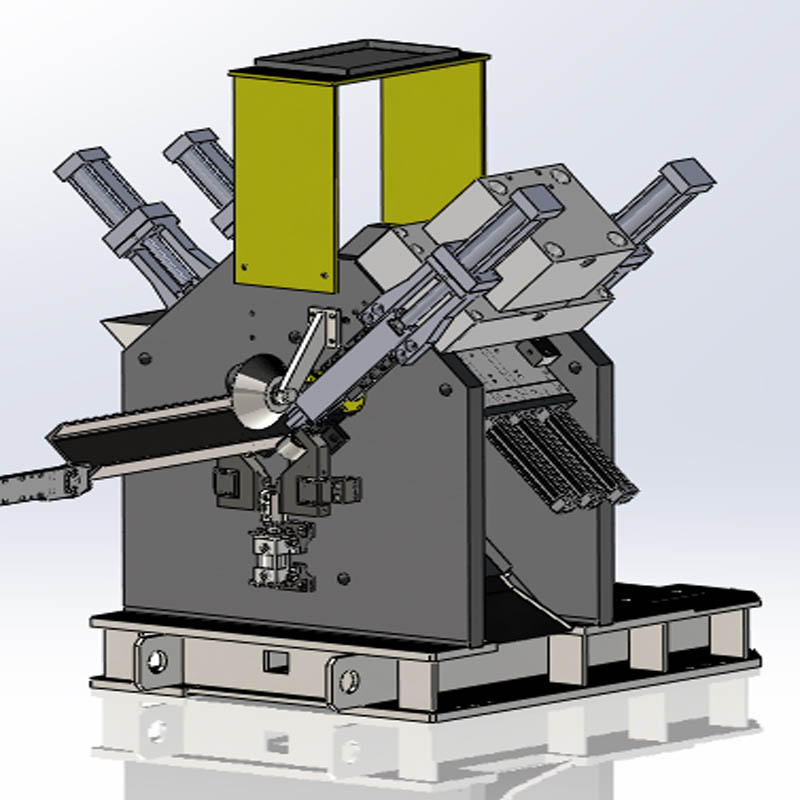
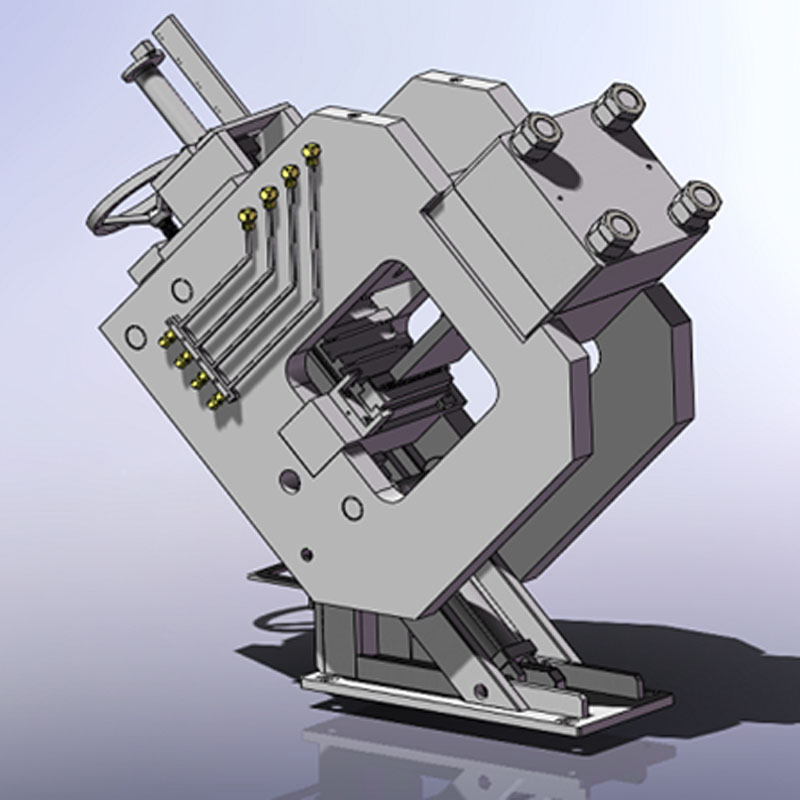
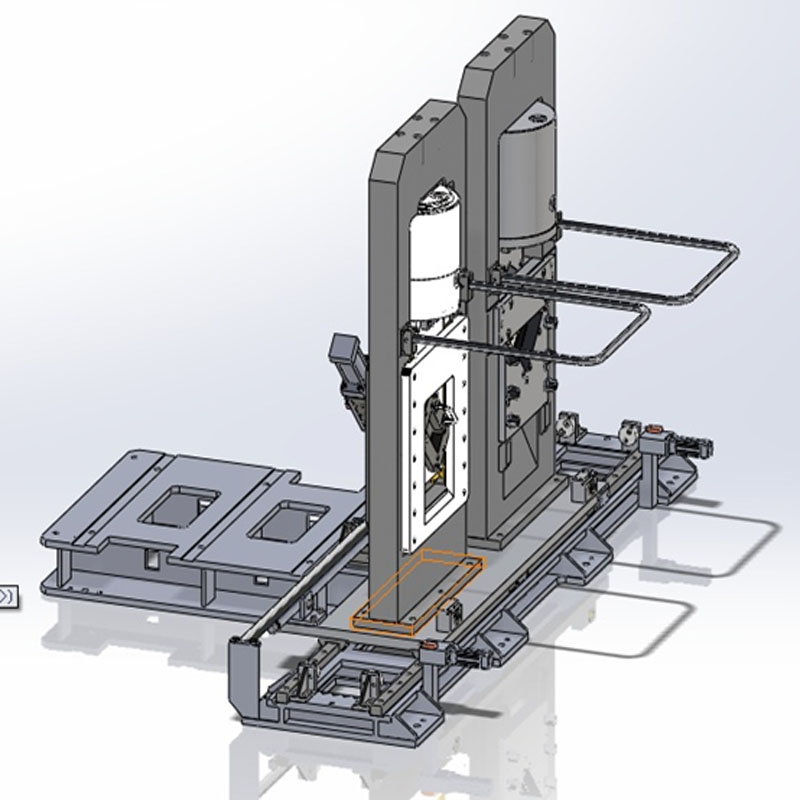
1. De hoofdmachine bestaat uit een markeereenheid, een ponseenheid en een snijeenheid.
① De markeereenheid heeft een gesloten behuizing. Met vier verwisselbare karaktercassettes, waarbij elke cassette plaats biedt aan 10 tekens; kanaalstaal kan alleen op de baan worden gemarkeerd.
② De ponsunit heeft een gesloten behuizing waarmee drie gaten met verschillende diameters (rond gat en ovaal gat) in het materiaal kunnen worden geponst.
③ De schaareenheid bestaat uit twee schaarmechanismen: een voor het knippen van platte staven en een voor het knippen van profielen. Er wordt gebruikgemaakt van een enkelvoudig snijmechanisme om een nette snede te garanderen, de snijafstand gemakkelijk aan te passen en materiaal te besparen.
2. Het materiaal wordt door een pneumatische klem vastgeklemd en beweegt snel voor positionering. Het materiaal wordt aangedreven door een servomotor en een tandheugel, wat zorgt voor een hoge positioneringsnauwkeurigheid.
3. De dwarsbandtransporteur bestaat uit vier kettingen met schakelblokken en een frame, en de ketting wordt aangedreven door een motor via een reductiekast.
4. De uitvoerband bestaat uit een transportband en een cilinder. Nadat het afgewerkte materiaal uit het hoofdgedeelte van de machine komt, wordt het rondgedraaid en van de productielijn afgevoerd.
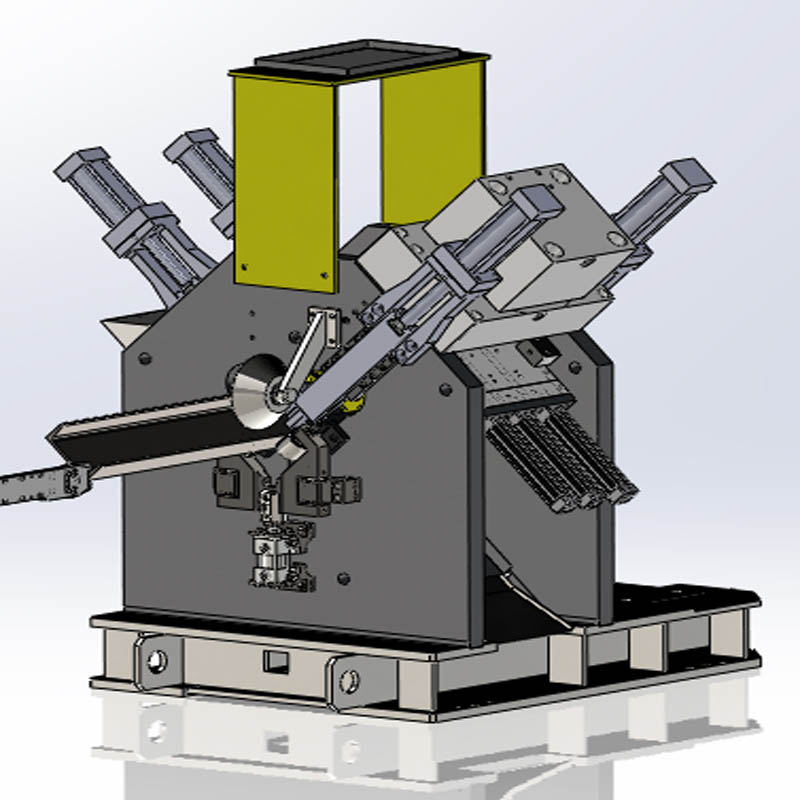
5. De machine heeft drie CNC-assen: de beweging en positionering van de aanvoerwagen en de op- en neerwaartse beweging en positionering van de ponsgereedschappen.
6. De computerprogrammering is eenvoudig en kan materiaalgrafieken en de coördinaten van de gatpositie weergeven, wat handig is voor inspectie. Er wordt gebruikgemaakt van computergestuurd beheer, wat het opslaan en oproepen van programma's, grafische weergave, foutdiagnose en communicatie op afstand aanzienlijk vereenvoudigt.
7. Koelmethode van de hydraulische aggregate: waterkoeling of luchtkoeling (optioneel).
| NO | Naam | Merk | Land |
| 1 | AC-servomotor | Delta/Schneider | Taiwan, China / Frankrijk |
| 2 | PLC | Yokogawa/ Schneider | Japan / Frankrijk |
| 3 | Invoermodule | Yokogawa/ Schneider | Japan / Frankrijk |
| 4 | uitvoermodule | Yokogawa/ Schneider | Japan / Frankrijk |
| 5 | Positioneringsmodule | Yokogawa/ Schneider | Japan / Frankrijk |
| 6 | Contactpersoon | Siemens | Duitsland |
| 7 | Motorschakelaar | Siemens | Duitsland |
| 8 | Ondersteunende keten | Kabel | Duitsland |
| 9 | Elektromagnetische ontlastklep | ATOS | Italië |
| 10 | Overdrukventiel | ATOS | Italië |
| 11 | Elektrohydraulische richtingsklep | JUSTMARK | Taiwan, China |
| 12 | Sleepplaat | AirTAC | Taiwan, China |
| 13 | Luchtklep | AirTAC | Taiwan, China |
| 14 | Cilinder | SMC | Japan |
| 15 | Duplex | SMC | Japan |
Let op: Bovenstaande is onze standaardleverancier. Indien de bovenstaande leverancier om bijzondere redenen niet aan de vereisten kan voldoen, kunnen wij componenten van een ander merk van dezelfde kwaliteit leveren.



Bedrijfsprofiel (kort)  Fabrieksinformatie
Fabrieksinformatie  Jaarlijkse productiecapaciteit
Jaarlijkse productiecapaciteit  Handelsvermogen
Handelsvermogen 

